Когда слышишь про китайских производителей расходников для роторов VSI, сразу представляется конвейер с идеальными теломерами и карбидными напайками. На деле же там есть нюансы, о которых редко пишут в каталогах.
Технологические разрывы в цепочке поставок
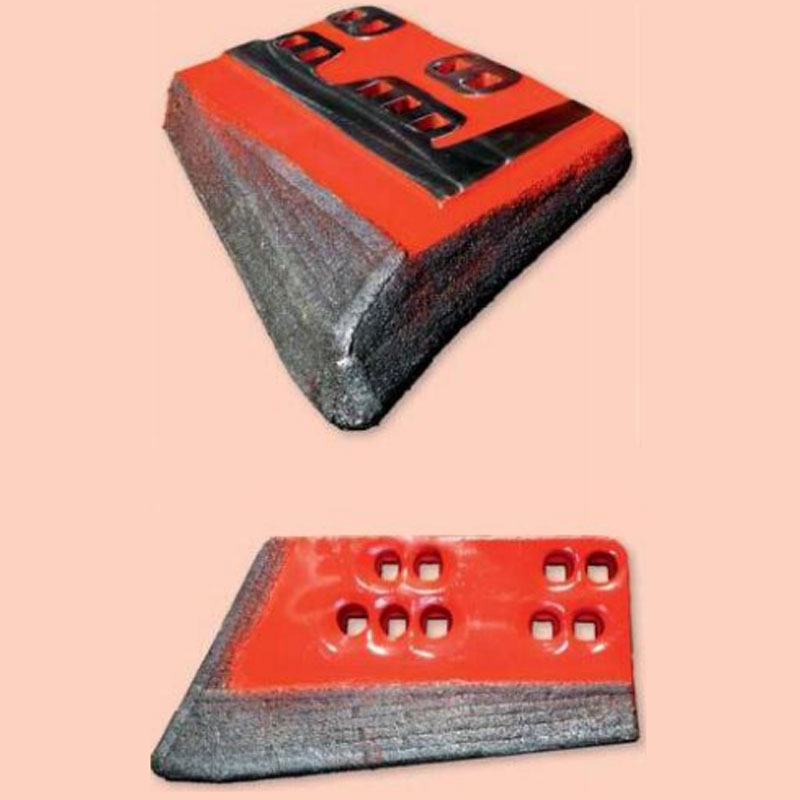
В прошлом году мы тестировали партию изнашиваемых частей ротора из провинции Хэнань – внешне геометрия идеальная, но при разборке выяснилось: карбид вольфрама дал микротрещины после 200 моточасов. Производитель уверял, что использует шведские порошки, а на деле оказалась местная смесь с добавлением кобальтового связующего низкой чистоты.
Китайские цеха часто экономят на вакуумных печах для спекания – прессуют при температуре ниже 1400°C, из-за чего карбидная структура не успевает сформировать нужную плотность. Проверяли на спектрометре: в образцах было до 12% свободного углерода вместо допустимых 6%.
Особенно критично для ротора VSI – дисбаланс даже в 30 грамм на крыльчатке вызывает вибрации, которые за полгода выводят из строя подшипниковый узел. Мы как-то получили партию, где разброс массы между лопастями достигал 50 грамм – пришлось делать механическую доводку уже на месте.
Кейс с МКТ Глобал
Совсем другая история с МКТ Глобал – их технолог присылал нам видео термообработки в вакуумной печи с графитовыми нагревателями. Видно было, как выдерживают температуру 1450°C с контролем дегазации. Это дорогое оборудование, но оно даёт стабильность по твёрдости HRA 88-90.
На их сайте https://www.cnmct.ru есть спецификации по керметным композитам – редко кто в Китае публикует реальные данные по ударной вязкости. Мы сверяли с их лабораторными протоколами: совпадение по износостойкости в условиях абразивного дробления гранита было в пределах 7%.
Заметил, что они не используют хромированные стальные основы для креплений – только горячую посадку в корпус из высокомарганцевой стали. Это увеличивает стоимость, но исключает проблемы с выкрашиванием крепёжных отверстий.
Ошибки при выборе геометрии
Многие забывают, что для разных типов пород нужна своя конфигурация изнашиваемых частей. Для известняка мы ставили радиальные лопатки с углом атаки 45° – через три месяца получили сквозной износ по кромке. Оказалось, для мягких пород нужен переменный угол от 35° до 55° по высоте.
Один поставщик предлагал биметаллические решения с наплавкой карбида вольфрама на сталь 40Х. В теории – прекрасно, на практике наплавленный слой отслаивался при ударном разрушении базальта. Пришлось переходить на цельнокарбидные вставки с механическим креплением.
Сейчас экспериментируем с профилем Ротормет – у них сложная геометрия с двойной кривизной, но пока нет статистики по ресурсу при работе с кварцитом.
Логистические ловушки
Даже с качественными запчастями возникают задержки из-за таможенного оформления. В прошлом квартале ждали партию 68 дней – пока согласовывали сертификаты соответствия ТР ТС 010/2011. Теперь всегда заранее запрашиваем протоколы испытаний по ГОСТ .
Китайские фабрики часто экономят на упаковке – отправляют детали ротора в деревянных ящиках без влагопоглотителей. При разгрузке в порту Восточный обнаружили коррозию на посадочных местах. Сейчас прописываем в контрактах обязательное вакуумирование в трёхслойную плёнку.
Особенно проблемно с крупногабаритными узлами – для ротора 2900×3500 мм приходится заказывать спецтранспорт с низкорамной платформой. Один раз погнули цапфу при перегрузке – ремонт обошёлся в 40% от стоимости новой детали.
Перспективы материалов
Сейчас тестируем керметные композиты от МКТ Глобал – у них интересное решение с добавлением карбонитрида титана. В лабораторных условиях при скорости вращения 75 м/с показывает износ на 23% меньше стандартных сплавов.
Но есть нюанс – такой материал требует прецизионной обработки алмазным инструментом. Наш токарь жаловался, что затупил три пластины за смену при подгонке посадочного места. Возможно, стоит переходить на обработку электроэрозией.
Для карьеров с переувлажнённой породой рассматриваем их разработку – карбид-вольфрамовые напайки с никелевой прослойкой. В полевых испытаниях показали стойкость к коррозионно-механическому износу в 1.8 раза выше аналогов.
Экономика решений
Когда считаешь стоимость владения, дешёвые китайские изнашиваемые детали часто оказываются дороже. Замена каждые 400 моточасов против 1200 у качественных аналогов – плюс простой техники, зарплата ремонтной бригады, расходы на демонтаж.
У МКТ Глобал есть система расчёта стоимости тонны переработанного материала – для их керметных комплектующих она выходит на 15-18% ниже среднерыночной. Правда, это при условии закупки полного комплекта, а не отдельных позиций.
Сейчас ведём переговоры о поставках по схеме 'расходники под гарантию выработки' – они дают 10% скидку, но требуют установку своих датчиков мониторинга вибрации. Интересное предложение, но нужно прорабатывать юридические аспекты.
Выводы для практиков
Главное – не верить каталогам слепо. Всегда запрашивайте тестовые образцы и проводите стендовые испытания в своих условиях. Мы как-то получили от китайского поставщика идеальные по документам теломеры, которые рассыпались после 50 часов работы с гравием – оказалось, они тестировали только на песке.
Сейчас работаем с МКТ Глобал по схеме постепенного внедрения – начали с направляющих щитков, через полгода перешли на полный комплект изнашиваемых частей ротора VSI. Ресурс вырос с 700 до 1900 моточасов при дроблении гранита фракции 70+ мм.
Важно сохранять гибкость – даже у проверенных поставщиков бывают технологические сбои. На прошлой неделе получили партию с отклонением твёрдости на 3 единицы HRA – пришлось возвращать, хотя до этого два года всё было идеально. В этом бизнесе нельзя расслабляться.