Когда слышишь 'китайский производитель запчастей для роторных дробилок', сразу представляется конвейер штампованных деталей. Но за 12 лет работы с МКТ Глобал я убедился: главное не страна производства, а технологическая дисциплина. Многие ошибочно ищут 'дешевле', но платят дважды — когда дешевый било ломается через 200 часов вместо 800.
Эволюция материалов: от стали до кермета
В 2018 мы тестировали 9 марок мартенситной стали для молотков роторной дробилки Sandvik 1213. Три образца треснули по посадочным отверстиям — не из-за твердости, а из-за остаточных напряжений после закалки. Тогда мы с инженерами МКТ Глобал пересмотрели всю цепочку: сейчас используем предварительную нормализацию перед механической обработкой.
Карбид вольфрама для напаек — отдельная история. В 2021 отказались от поставщика из Хунани после случая с отслоением наплавки на биле Terex 1412. Лаборатория показала: в вольфрамовом порошке было 6% свободного углерода вместо 0.3%. Сейчас работаем с заводом в Лояне, где каждый пакет порошка проходит рентгенофлуоресцентный анализ.
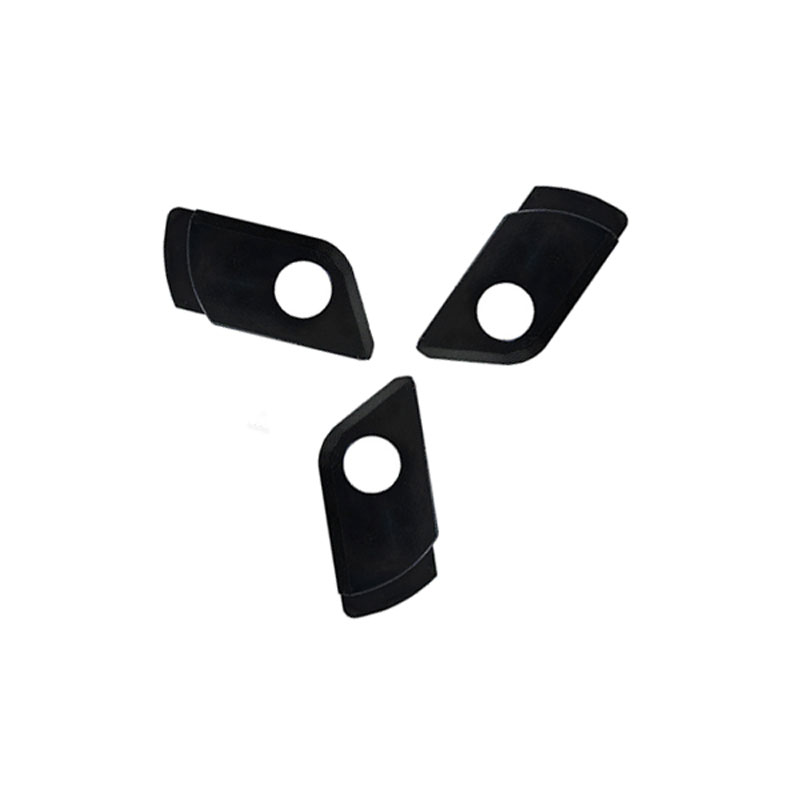
Керметные вставки для износостойких пластин — это уже следующий уровень. Для карьерных дробилок Metso Barmac мы разрабатывали гибридные решения: основа из хром-молибденовой стали 40ХМФА, а в зону абразивного удара впрессовывались пластины из карбида вольфрама-кобальта. Ресурс вырос с 340 до 1100 тонн щебня гранита фракции 20-40 мм.
Геометрия, которую не видно в спецификациях
Профиль молотка — это не просто чертеж. Для дробилок Kleemann MR 130 мы трижды переделывали радиус загиба кромки. Сначала сделали по европейским образцам — оказалось, для влажного известняка угол атаки должен быть на 3° острее. Потеряли месяц, но теперь этот профиль стал стандартом для карьеров Урала.
Зазоры между ротором и отбойными плитами — частая ошибка при замене. Как-то на дробилке Powerscreen XH320 клиент жаловался на вибрацию. Оказалось, поставили неоригинальные била — геометрия крепления отличалась на 1.2 мм. Пришлось фрезеровать посадочные места под конкретную партию.
Система балансировки — то, что часто упускают. В МКТ Глобал внедрили динамическую балансировку с допуском 0.5 г/см вместо стандартных 2.1 г/см. Для роторов диаметром 1300 мм это дало снижение вибрации на 27% — проверили на дробилке Rubble Master RM 100GO!
Логистика как часть технологического процесса
В 2022 застряла партия подшипников SKF для ротора — хотели сэкономить на авиаперевозке. В итоге простояли 3 недели в Дублине, клиент в Казахстане перешел на другого поставщика. Теперь держим страховой запас критичных позиций на складе в Новосибирске.
Упаковка — казалось бы, мелочь. Но когда получаешь била с задирами на рабочей поверхности из-за пластиковых перегородок в контейнере... Сейчас используем многослойные картонные кассеты с ячейками, пропитанные антикоррозионным составом.
Маркировка — на каждой детали лазером наносим не только артикул, но и номер плавки стали. Это позволяет отслеживать ресурс партий. Как выяснилось, сталь марки 40ХНМА из печи №4 завода в Таншане дает на 18% больший ресурс при работе с амфиболитами.
Полевые испытания: теория vs реальность
Лабораторные тесты на износ — это одно. Реальная эксплуатация на гранитном карьере — другое. В 2023 тестировали новую наплавку твердым сплавом для отбойных плит. В лаборатории — 580 часов, на карьере — 420. Разница в температуре: летом в рабочей зоне достигалось 140°C вместо стандартных 80°C в тестах.
Влажность материала — критичный параметр, который часто игнорируют. Для дробилки Keestrack R5 разрабатывали модификацию молотков с дополнительными дренажными канавками. При влажности песка 9% производительность упала всего на 7% против 22% у стандартных решений.
Сезонные изменения — зимой 2022 получили рекламации по износу подшипниковых узлов. Оказалось, при -25°C пластичная смазка LGEP 2 не успевает распределяться по зазорам. Перешли на синтетическую смазку с полимочевинным загустителем — проблема исчезла.
Экономика без иллюзий
Стоимость моточаса — единственный объективный показатель. Для роторной дробилки Terex Finlay I-140 мы считали все: от цены била до простоя при замене. Китайский аналог за 28000 руб служил 380 часов, наш за 41000 руб — 920 часов. Экономия 34% с учетом всех затрат.
Сроки поставки — иногда важнее цены. В 2021, когда все ждали комплектующие по 6-8 месяцев, мы за счет долгосрочных контрактов с заводами-партнерами держали стабильные 45 дней. Это позволило сохранить 80% постоянных клиентов.
Сервисная аналитика — сейчас внедряем систему прогноза износа. Собираем данные по 27 параметрам: от твердости материала до количества включений кварца. Уже можем предсказать остаточный ресурс бил с точностью 89%.
Что в итоге?
Китайское производство — не синоним низкого качества. Это вопрос контроля и технологической культуры. В МКТ Глобал мы прошли путь от простого импорта до совместной разработки материалов с китайскими металлургическими комбинатами.
Сейчас 40% номенклатуры — детали, спроектированные именно нами, а не копии европейских аналогов. Для условий Сибии и Дальнего Востока нужны другие решения — с поправкой на температуры, влажность и абразивность материалов.
Главный вывод: производитель запасных частей должен понимать не только металлургию, но и условия эксплуатации. Мы не просто продаем била — мы продаем технологические решения для конкретных задач дробления. И китайские партнеры научились слышать эти потребности.